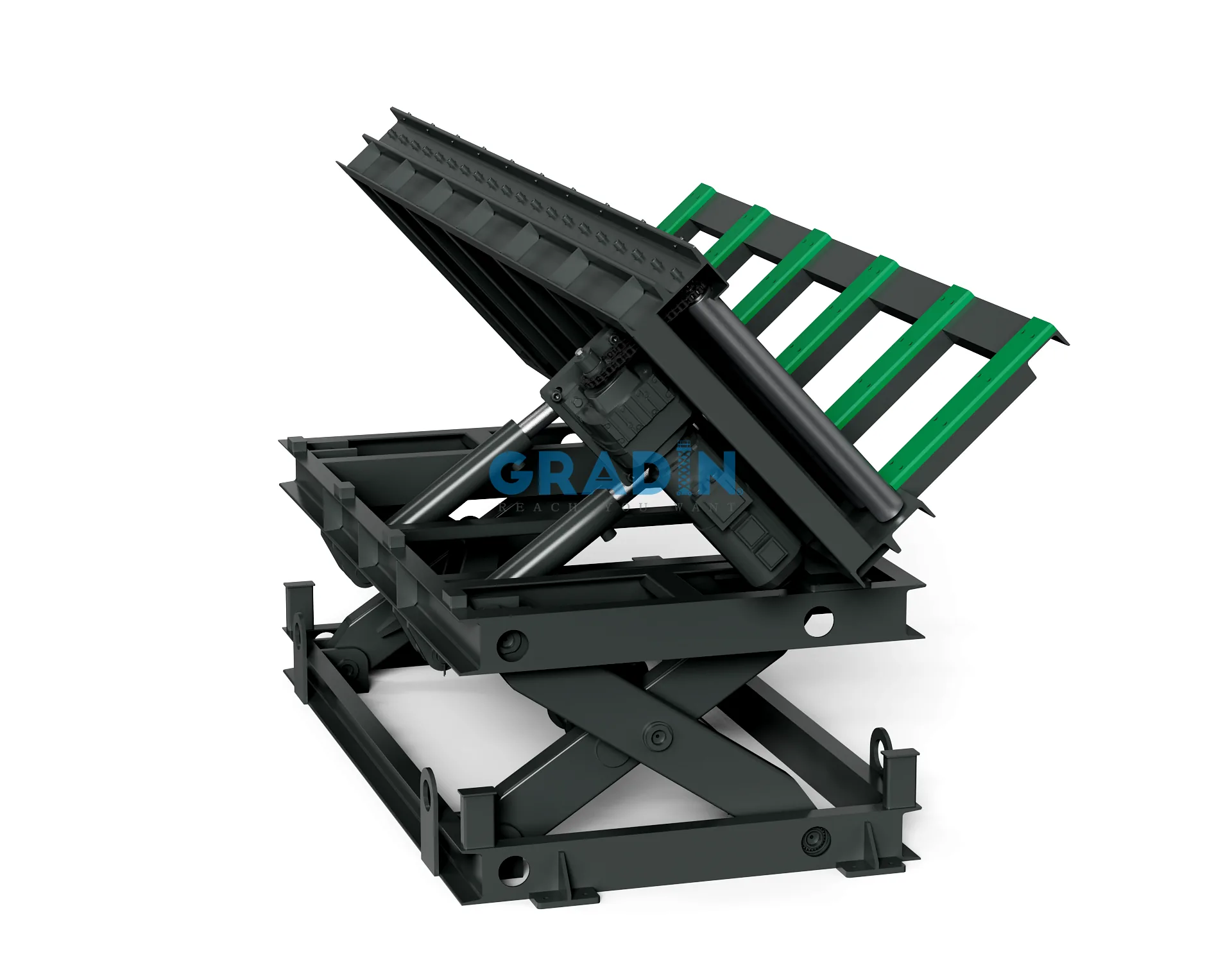
To address the technical requirements of the Brisbane facility, our engineering team developed a specialized hybrid unit: the SL-1500-TL-CONV. This machine integrates a heavy-duty scissor base with a high-torque 90-degree tilting frame and a synchronized powered roller conveyor system.
1. Dual-Action Kinematic Architecture
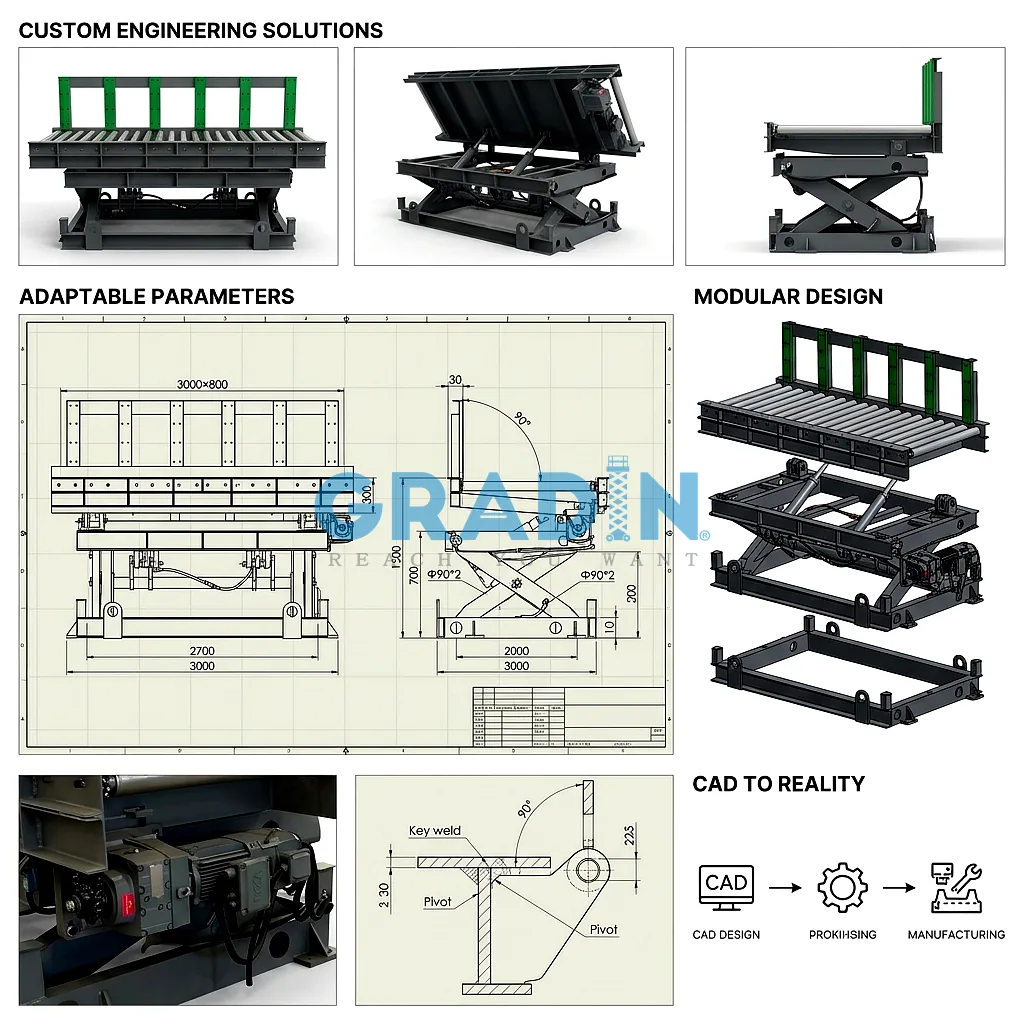
The structural foundation utilizes a custom scissor lift platform base constructed from J160x80x4 reinforced rectangular tubing. This scissor mechanism provides a 300mm vertical stroke, allowing the machine to transition from a pit-stowed position (flush with the workshop floor) to a raised interface level. The tilting frame is fabricated from [14-gauge structural channel steel, featuring a 600mm high backrest (baffle) designed to support the 2700mm concrete panels during the transition from vertical to horizontal.
2. Synchronized Hydraulic and Torque Management
Managing the significant shift in the Center of Gravity (CoG) during the 90° tilt is achieved through a dual-cylinder actuation system. The tilting phase is powered by dual Φ80-60 hydraulic cylinders, while the vertical lift phase utilizes dual Φ90-70 cylinders. To prevent gravitational acceleration when the 1.5-ton slab passes the 45-degree tipping point, the hydraulic circuit is equipped with pressure-compensated hydraulic flow control valves. These valves ensure a constant angular velocity, protecting both the mechanical pivot axes (Φ90*2) and the fragile green-state concrete panels.
3. Integrated Powered Roller Conveyor
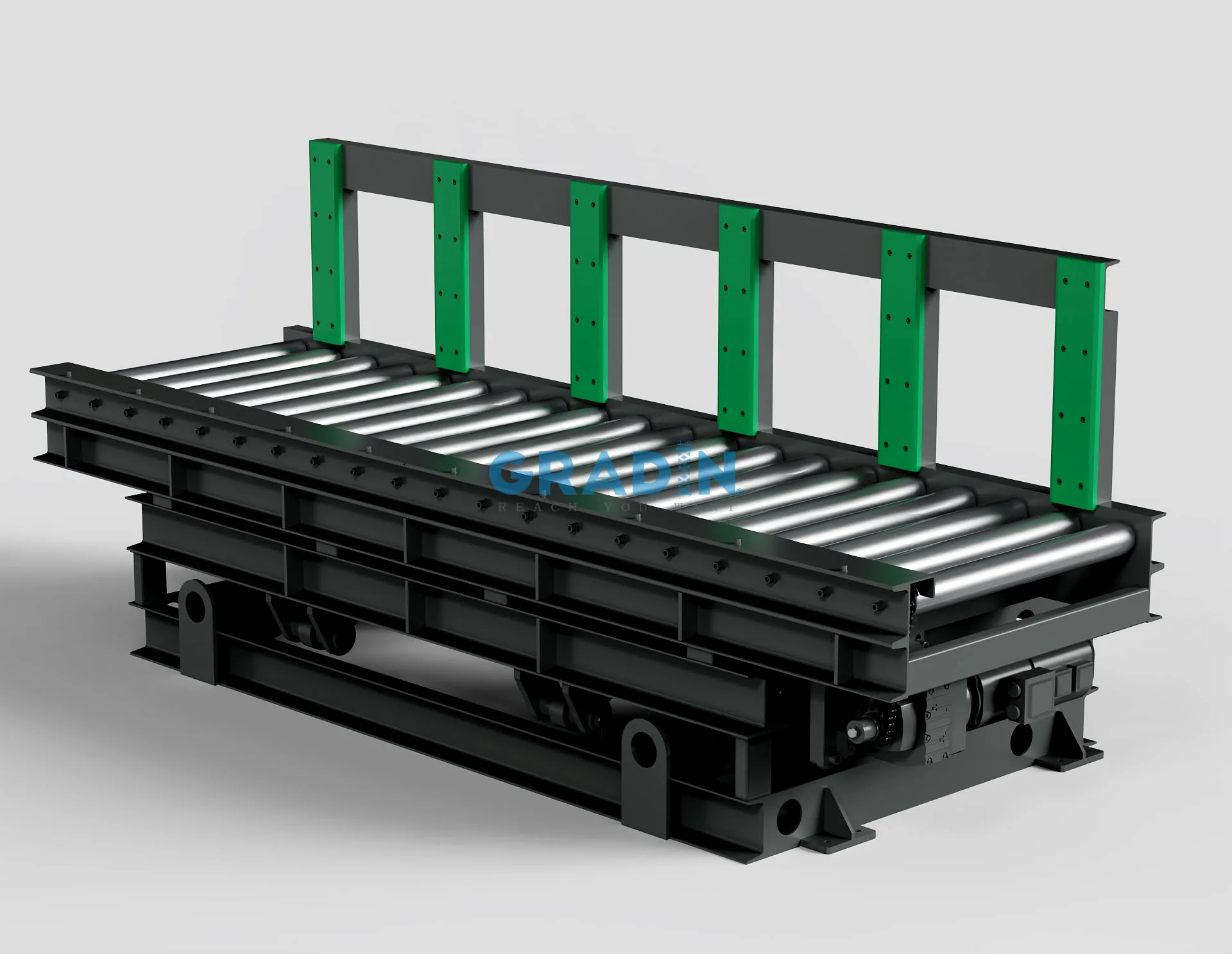
The platform surface (3000 x 800 mm) is fitted with heavy-duty, motor-driven rollers. Once the concrete panel reaches the horizontal 0° position and the scissor lift achieves the target 300mm elevation, the 4kW high-torque motor activates. The rollers are precision-aligned on the [14-grade steel frame to ensure zero-deflection transport. This automated handover eliminates manual handling and ensures the slab is delivered to the next processing station at a consistent speed, synchronized via Siemens industrial PLC automation logic.
4. Electrical and Safety Integration
The power unit was specifically built for the Australian 400V/50Hz 3-phase grid. All electrical terminations are housed in IP66 enclosures to protect against the abrasive concrete dust. The system includes:
-
Electronic Limit Switches: To ensure the lift and tilt functions occur in a strict, interlocked sequence.
-
Mechanical Safety Pins: For maintenance locking in the pit.
-
Emergency Stop Redundancy: Accessible at both the primary control station and the remote wireless interface.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}