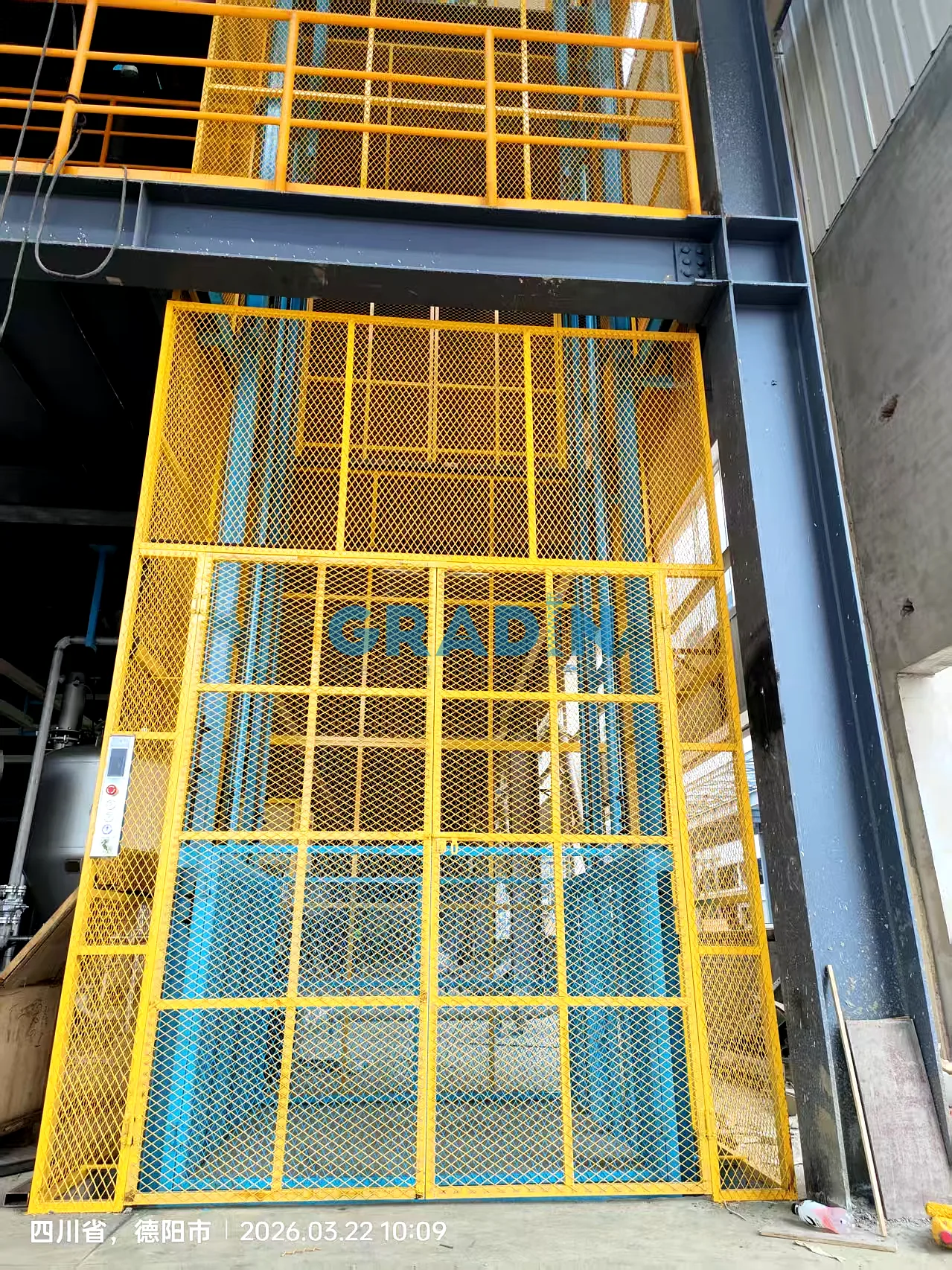
For a chemical processing manufacturer in Deyang, Sichuan, we delivered a customized 3-Ton High-Precision 4-Post Guide Rail Freight Elevator, specially developed for chemical workshop multi-floor material transportation. It replaces traditional unstable lifting equipment and manual handling, solving chemical workshop pain points including low conveying accuracy, poor operational stability and potential safety hazards, and realizing standardized, safe and efficient vertical logistics transportation for chemical raw materials and finished products.
1. Professional Customization for Chemical Workshop Working Conditions
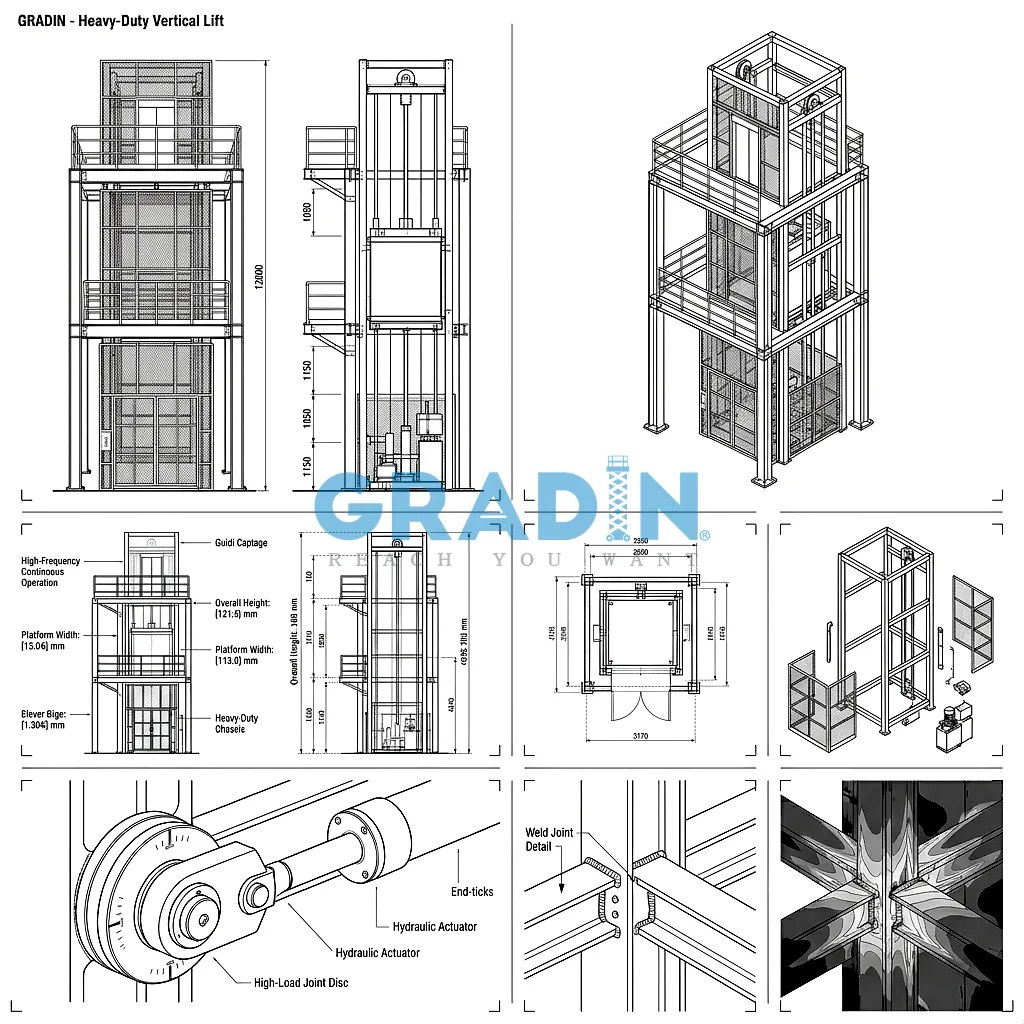
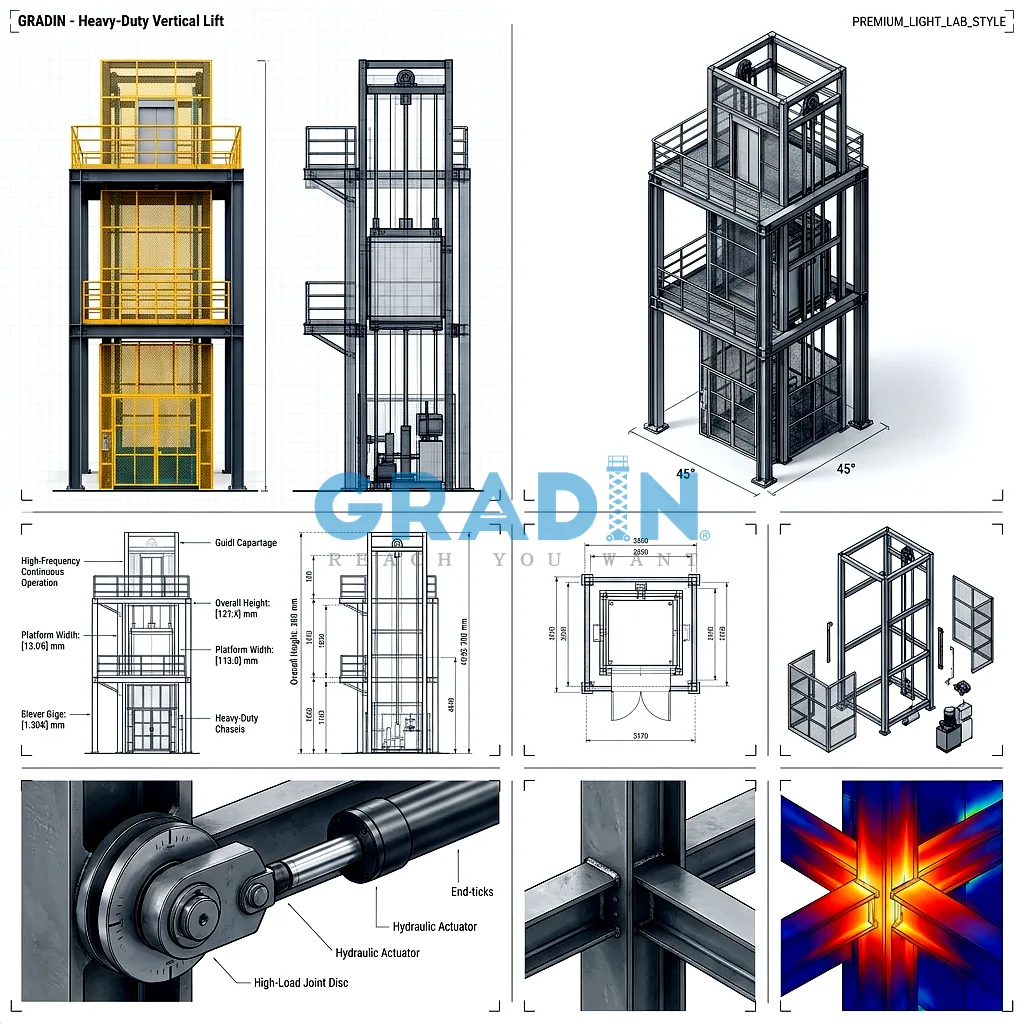
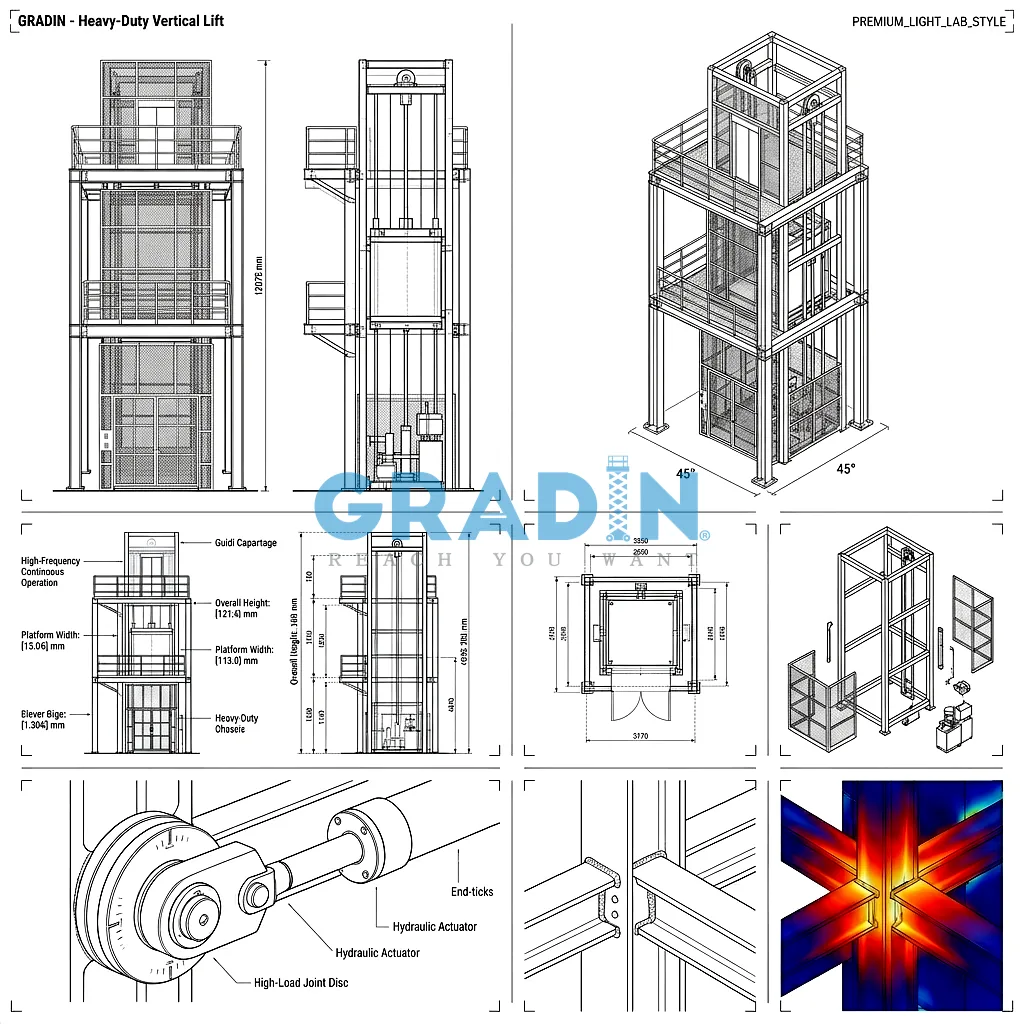
Chemical processing workshops feature corrosive gas, dust and strict industrial safety standards. Ordinary cargo elevators are prone to rust, component aging and unstable operation in such environments. This 4-post guide rail freight elevator adopts anti-corrosion, dust-proof and explosion-proof optimized configuration. The four-column symmetrical guide rail structure adapts to the continuous heavy-load operation of chemical workshops, fully meeting the special environmental and safety requirements of chemical production sites.
2. High-Precision & Stable Conveying Performance
Traditional lifting equipment has large shaking amplitude and low docking accuracy, which easily causes container tipping and material leakage during chemical material transportation. The 4-post guide rail positioning design achieves ultra-stable vertical lifting and precise floor docking with negligible platform deviation. It improves vertical conveying efficiency by over 80%, effectively avoiding material waste and production interruption caused by unstable operation.
3. Zero Leakage & Safer Chemical Material Handling
Chemical raw materials and finished products are mostly packaged in barrels and boxes, with high requirements for transportation stability. The stable lifting operation eliminates shaking, tilting and offset during transportation, preventing liquid leakage and chemical material spilling. It realizes zero material leakage and zero transportation accidents, complying with chemical industry safety specifications and environmental protection standards.
4. Great Labor Cost & Time Savings
The original multi-floor chemical material transportation relies on manual handling and repeated equipment debugging, requiring multiple workers to assist in transportation and inspection. This automated 4-post freight elevator supports single-person independent operation with one-button floor switching. It simplifies the transportation process, saves a large amount of labor and time costs, and supports high-frequency cyclic material conveying.
5. Durable Heavy-Duty Industrial Design
With a 3-ton rated load capacity and high-strength four-column steel structure, the equipment features strong rigidity, strong anti-deformation ability and long service life. Equipped with overload protection, emergency stop and anti-fall safety devices, it adapts to long-term uninterrupted heavy-load operation in harsh chemical environments, with low failure rate and convenient daily maintenance.
Manfaat Proyek Secara Keseluruhan
After official operation, the chemical enterprise’s multi-floor logistics efficiency increased by 80%+, with zero material leakage and zero safety incidents. The entire chemical material transportation process achieved automation, precision and standardized management, greatly improving the factory’s operational efficiency and intrinsic safety level.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}