This technical project involved the design, engineering, and structural upgrading of a high-speed continuous fork-arm vertical conveyor (CVC) for a major electronics distribution center located in Turin, Italy. The facility serves as a primary hub for high-frequency sorting and vertical transport of small-form-factor electronic components and parcel bins. The requirement was for a vertical lifting solution that could bridge multiple mezzanine levels within a constrained footprint of 1400mm x 1100mm, achieving a total hoisting height of 5200mm.
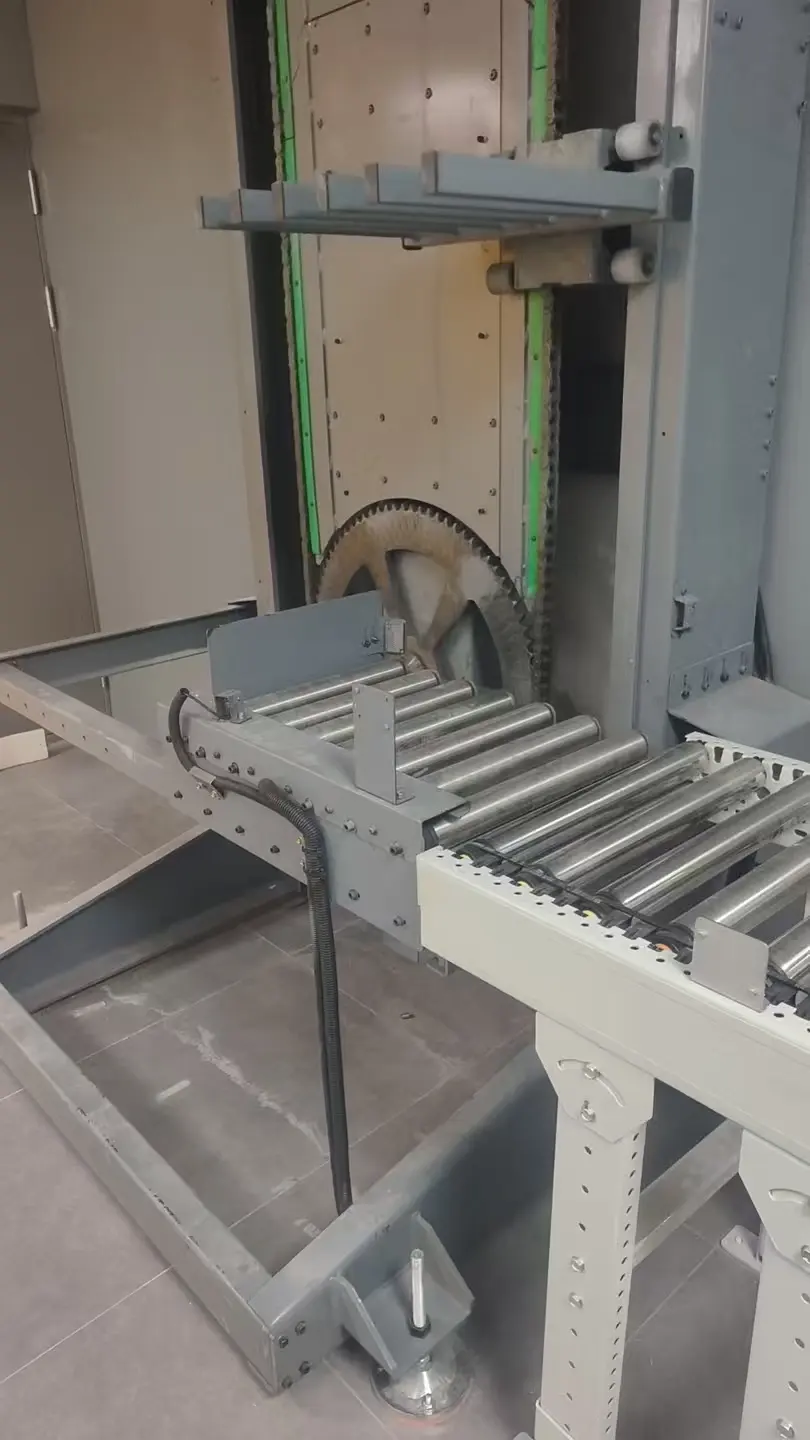
The core of the system is a high-speed reciprocating vertical conveyor utilizing a specialized U-type fork linkage. Unlike standard platform-based lifters, this fork-arm architecture allows for seamless integration with horizontal roller conveyors, enabling “on-the-fly” pick-and-place functionality. To meet strict European safety standards and operational requirements for the Italian market, the project entered a secondary phase to upgrade the structural enclosure. This upgrade focused on the integration of precision-engineered front guard plates to ensure dust protection and personnel safety during high-velocity cycles. The entire system is engineered to comply with EU Machinery Directive 2006/42/EC and local Italian workplace safety regulations.
{kind=link}