The engineering solution for the Shenzhen facility prioritized a high-rigidity single-arm architecture paired with advanced motion control to counteract the inherent physics of cantilevered payloads.
1. Reinforced Single-Mast Engineering
To neutralize the asymmetric torque generated by a 500 kg cantilevered load, the system utilizes a heavy-duty 150mm x 150mm H-section steel mast. This structural backbone was reinforced with lateral cross-bracing to ensure the moment arm does not cause more than 0.05% elastic deflection at full extension. The carriage is guided by precision-machined, high-load guide rollers with sealed-for-life bearings, ensuring that the cantilever vertical lift maintains a perfectly horizontal deck orientation throughout the 5,000 mm stroke. The mast’s base is anchored using heavy-duty chemical bolts into a reinforced concrete slab, providing the necessary counter-moment to prevent oscillations during high-speed vertical transitions.
2. Synchronized Servo-Drive and Encoder Feedback
To achieve the required millimetric leveling accuracy, the RVC is powered by a high-efficiency SEW-EURODRIVE gearmotor integrated with a Sinamics Variable Frequency Drive (VFD). The system utilizes an absolute encoder for real-time height feedback, allowing the Siemens SIMATIC S7-1200 PLC system to execute a precise S-curve motion profile. This profile eliminates the “jolt” during startup and stop phases, ensuring that sensitive electronics are transported with a vibration index well below the thresholds defined in ISO 10816-1 mechanical vibration standards. This precision ensures that the reciprocating vertical conveyor docks with the second-story conveyor line with a vertical gap of less than 1.5mm.
3. Cleanroom-Optimized Drive Mechanism
In compliance with the Class 10,000 cleanroom standards at the upper landing, the system employs a high-tensile, steel-core polyurethane belt drive instead of traditional grease-lubricated chains. This drive medium eliminates particulate shedding and oil misting, making it an ideal cleanroom vertical conveyor solution for electronics fabrication. All moving joints are fitted with low-friction polymer bushings that require no fluid lubrication, further isolating the mechanical drive from the sterile assembly environment. The mast itself is enclosed in a custom-fabricated aluminum-extrusion casing, which acts as a secondary barrier for any stray particulates.
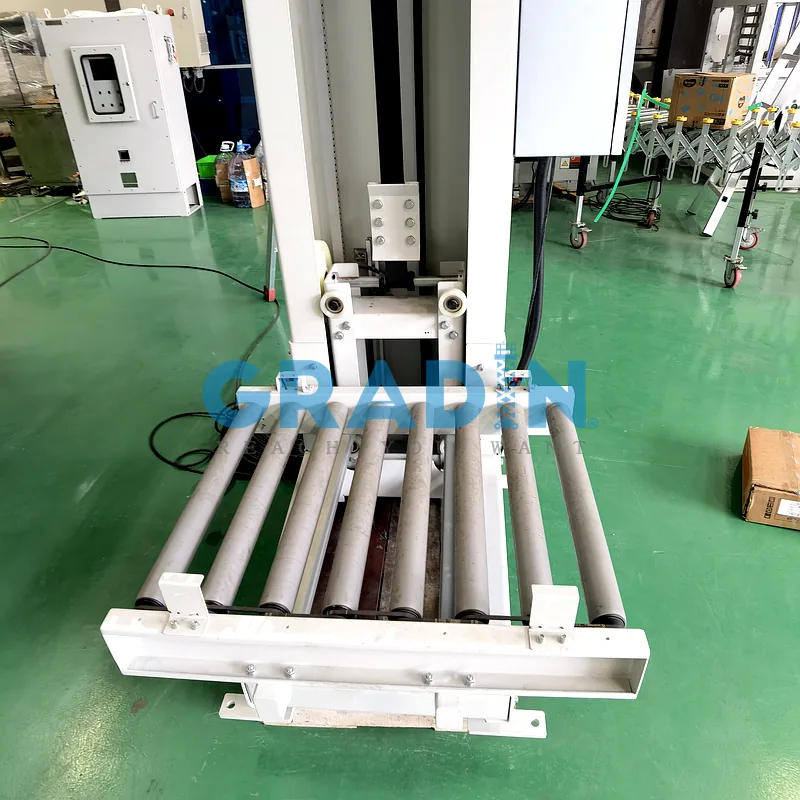
4. Integrated Handover Automation
The platform deck features a high-precision powered roller conveyor bed that is electronically interlocked with the facility’s existing Warehouse Control System (WCS). This handover process is managed by an array of Sick photoelectric sensors that confirm the “Zero-Alignment” state before conveyor activation. This reciprocating vertical conveyor⚡ architecture supports a high-throughput sorting logic, capable of processing up to 120 cycles per hour. The control cabinet is integrated with a PROFINET interface, allowing for real-time diagnostics and remote monitoring from the central command center in Shenzhen.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}