To eliminate the vertical bottlenecks at the Ho Chi Minh City hub, a customized high-performance reciprocating vertical conveyor was engineered, featuring a fork-style (comb) carriage and a high-speed servo-drive architecture.
1. High-Tensile Chain Drive and SEW Gearmotor Integration
The core lifting mechanism utilizes a high-tensile industrial drive chain system powered by a 5.5kW SEW-EURODRIVE gearmotor with an integrated brake. This vertical conveyor system employs a counterweight architecture to reduce motor load and energy consumption during high-frequency cycles. The use of SEW-EURODRIVE gearmotor technology ensures a vertical travel speed of up to 60 meters per minute, allowing the facility to achieve a throughput of over 600 cycles per hour per unit.
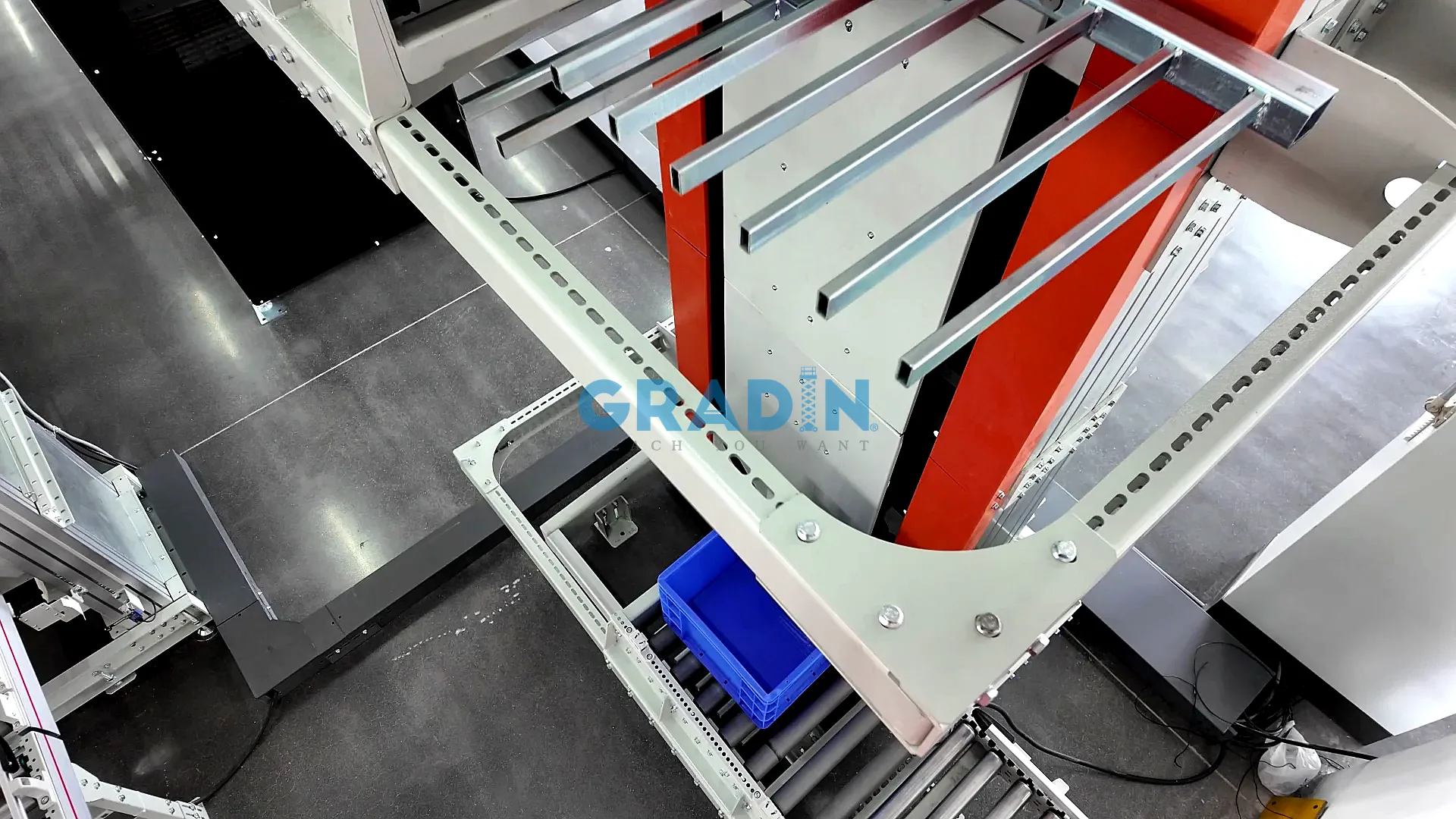
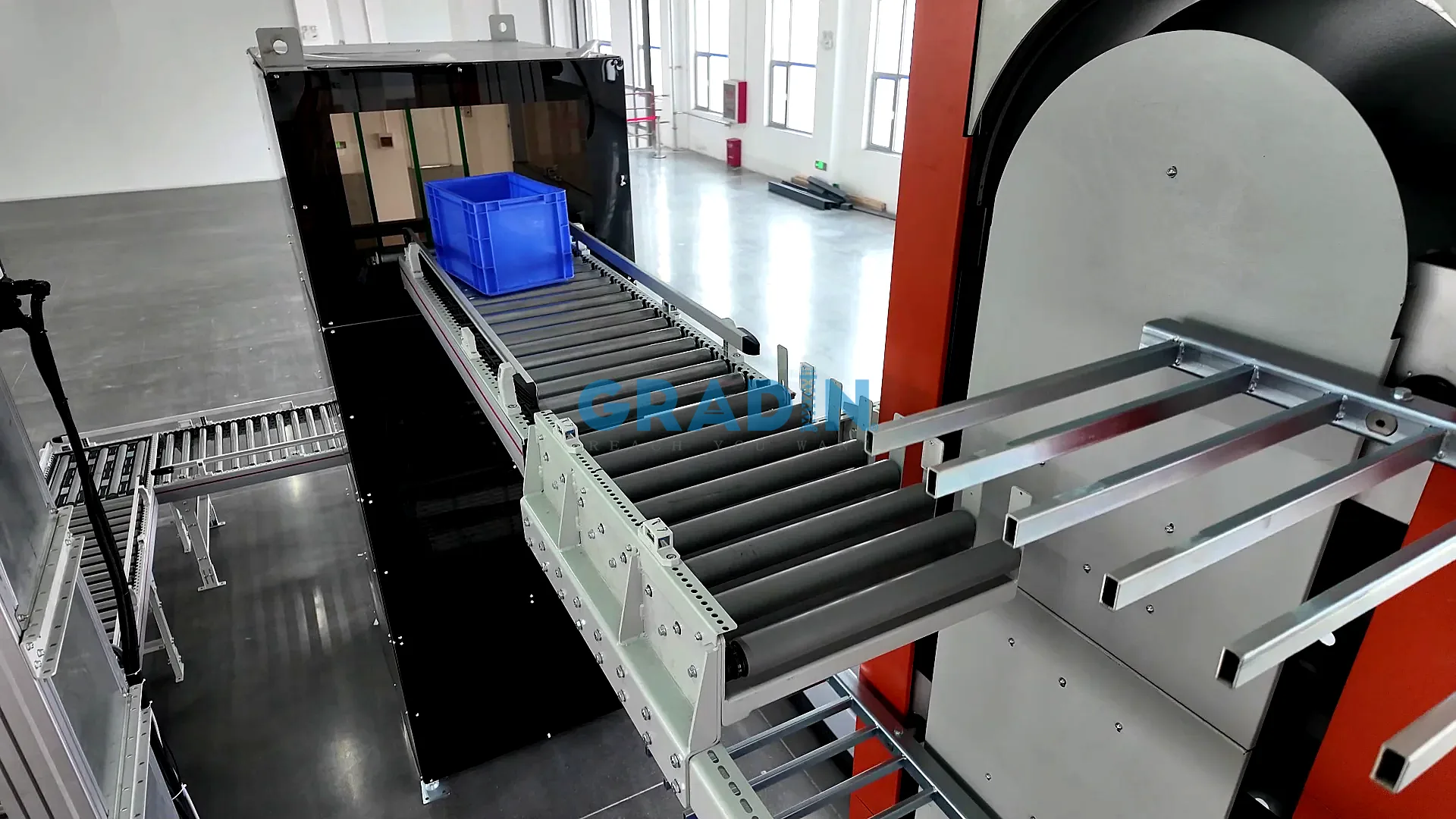
2. Automated Fork-Style (Comb) Handover Interface
To solve the precision handover challenge, the carriage is designed with a specialized comb-style fork interface. This enables a “zero-gap” transfer between the lift and the horizontal powered roller conveyor. The fork fingers on the carriage interleave with the stationary rollers at the landing stations, allowing for automated pick-and-place without the need for additional pneumatic pushers or mechanical arms. This architecture significantly reduces mechanical complexity and potential failure points in the high-speed sorting line.
3. Precision Motion Control and WCS Integration
The entire system is managed by a Siemens S7-1500 PLC architecture using PROFINET communication. To handle the inertial forces at 1.0 m/s, the PLC controls a SINAMICS variable frequency drive (VFD) to execute a precise S-curve motion profile. This profile provides smooth acceleration and deceleration, ensuring that the plastic totes reach the landing sill with a positioning accuracy of ±1mm. The system integrates directly with the facility’s Warehouse Control System (WCS) via an OPC UA interface, providing real-time diagnostic data and parcel tracking.
4. Safety Redundancy and Environmental Protection
To comply with industrial safety standards IEC 60204-1, the RVC is housed in a fully enclosed shaft using heavy-duty safety mesh. All entry and exit points are protected by high-speed safety light curtains interlocked with the E-stop circuit. Given the tropical climate, the main frame received an electro-static powder coating for enhanced moisture resistance, and all sensors were upgraded to IP67 protection ratings to ensure long-term reliability in Ho Chi Minh City’s humid environment.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}